Lipirea aluminiului este un proces dificil acasă. Complexitatea se datorează proprietăților metalului, care fac dificilă conectarea părților individuale ale aluminiului cu alte substanțe. Este necesară conectarea aluminiului în conformitate cu tehnologiile special dezvoltate care asigură calitatea lipirii. Ceea ce contează este experiența maestrului, care conectează piesele din aluminiu prin lipire.
Conţinut
De ce aluminiul nu se lipește bine
Mulți au încercat să lipize aluminiul acasă și au înțeles bine: lipitul nu vrea să se lipească de suprafața pieselor. Acest lucru se datorează formării unui film de oxid stabil pe metal, care are aderență scăzută la materialul de lipit. Metodele de lipire a aluminiului la domiciliu sunt reduse la lupta împotriva foliei de protecție.
În mineralogie, oxidul de aluminiu se numește corindon. Este format din cristale transparente, care sunt pietre prețioase.Corindonul are o culoare diferită, în funcție de impurități: cromul dă o tentă roșiatică, safirul - albăstrui. Filmul de oxid are o rezistență ridicată și nu poate fi lipit. Acesta trebuie îndepărtat de la suprafață și apoi începe să lipiți piesele.

Cum se îndepărtează pelicula de oxid
Filmul este îndepărtat de pe suprafața metalică în mai multe moduri, cele mai eficiente fiind chimice și mecanice. Ambele metode necesită un mediu fără aer în care nu există oxigen pentru a funcționa.
Metoda chimică se bazează pe depunerea zincului sau a cuprului pe suprafața țaglei prin electroliză. Sulfatul de cupru se aplică sub formă de soluție concentrată în locul pregătit pentru lipire. Atașați borna negativă a bateriei sau a altei surse de alimentare la o zonă curată de metal. Un capăt al firului de cupru este conectat la borna pozitivă, celălalt este coborât în soluția de pe suprafața de aluminiu. Ca urmare a electrolizei, cuprul sau zincul se depune într-un strat subțire pe aluminiu și aderă puternic la acesta. Acum puteți lipi aluminiul cu cositor.
Pentru îndepărtarea oxidului se folosește o peliculă de ulei. Pentru această metodă, este mai bine să luați ulei sintetic sau de transformator cu un conținut scăzut de apă. Alte tipuri de uleiuri trebuie menținute la o temperatură de + 150 ... + 200 ° C, apa se va evapora. La temperaturi mai ridicate, conținutul va începe să se stropească. Uleiul deshidratat este aplicat pe suprafața piesei de aluminiu. Cu șmirghel, trebuie să frecați aluminiul sub stratul aplicat pentru a îndepărta oxidul.
Pielea de smirghel este înlocuită cu un bisturiu, un vârf zimțat de fier de lipit sau așchii de fier obținut dintr-o unghie frecată cu pila. Așchiile sunt turnate pe ulei și vârful fierului de lipit este frecat peste suprafață, dezlipind stratul de oxid. Este recomandabil să încălziți o parte masivă cu un jet de aer cald.Lipitul cu un fier de lipit este scufundat într-o picătură de ulei și frecat la locul de lipit. Pentru un proces de lipire mai bun, se adaugă colofoniu sau alt flux.
Pentru lipirea firelor de aluminiu au fost create fluxuri pe bază de acid acetilsalicilic sau ortofosforic, săruri ale acidului boric sau sodic. Rosinul este rar folosit, este ineficient în cazul aluminiului. Fluxurile sunt folosite pentru lipirea firelor, oalelor și a altor lucruri.
Fluxuri pentru lipirea aluminiului
Fluxurile sunt foarte active, așa că după lipire trebuie spălate cu o soluție de apă și alcali. Rolul alcalin este bine îndeplinit de bicarbonatul de sodiu. După alcalin, joncțiunea este spălată cu apă curată. Organele respiratorii trebuie protejate de vaporii de flux care intră în ele. Ele pot irita membranele mucoase și pot intra în fluxul sanguin. Cele mai comune dintre ele trebuie luate în considerare individual.
Colofoniu
Rosinul este cel mai căutat dintre toate fluxurile. Se folosește la îmbinarea diferitelor metale. Funcționează pe aluminiu doar în absența aerului, deci este rar folosit. Se petrece mai mult timp lucrând cu colofoniu, mai puțină eficiență. Acest flux nu este pentru profesioniști, se poate lipi, dar calitatea conexiunii nu este durabilă.
Flux de pulbere
Aluminiul este lipit cu un arzător cu gaz folosind fluxuri de pulbere. Nu se recomandă adăugarea de oxigen la flacără, reduce eficiența fluxului. Cele mai comune fluxuri:
- F-34A;
- borax;
- acid acetilsalicilic;
- grăsime de lipit.

F-34A este un flux activ care conține 50% clorură de potasiu, 32% clorură de litiu, 10% fluorură de sodiu și 8% clorură de zinc. Compoziția este utilizată cu lipituri care conțin aditivi chimici.Este higroscopic și se dizolvă în apă.
Boraxul este o pulbere care se topește la 700°C, este solubilă în apă și se spală cu o soluție apoasă de acid citric. Diferă prin costuri reduse.
Acidul acetilsalicilic se găsește sub formă de tablete de aspirină. Când este încălzit cu un fier de lipit, se eliberează vapori nocivi pentru sănătatea umană care ard nasul, ochii și organele respiratorii.
Grăsimea de lipit constă din parafină, clorură de amoniu și zinc, apă deionizată. Lipirea bună a locurilor preîncălzite care au fost supuse unei proceduri de cositorire. După lipirea pieselor din aluminiu, se recomandă spălarea reziduurilor de flux, altfel provoacă coroziunea metalului.
Fluxul lichid
Fluxul lichid este aplicat la locul de lipit într-un strat subțire. Când lucrați cu un fier de lipit, acesta se evaporă rapid odată cu eliberarea de fum arzând. Flux F-64 conține fluoruri, tetraetilamoniu, inhibitori de coroziune și apă ionizată. Distruge bine pelicula de oxid și ajută la lipirea pieselor mari de aluminiu. Este folosit la lipirea cuprului, aluminiului, fierului galvanizat și a altor metale.
F-61 constă din trietanolamină, fluoroborat de amoniu și fluoroborat de zinc. Folosit pentru cositorirea și lipirea aliajelor de aluminiu la temperaturi de până la 250°C. Castolin Alutin 51 L constă din cadmiu, plumb și 32% staniu. Funcționează cel mai eficient la temperaturi peste 160°C.
Oricare dintre fluxurile enumerate ajută la lipirea unei tigăi de aluminiu, semifabricate din aluminiu de diferite dimensiuni, pentru a conecta duraluminiu, semifabricate de duraluminiu (duralumin) prin lipire.
Lipire pentru lipirea aluminiului
Lipirea pentru lipirea aluminiului este realizată pe bază de zinc sau aluminiu.În el se introduc aditivi pentru a obține diferite caracteristici: pentru a scădea punctul de topire, a crește rezistența. Sunt produse în America, Germania, Franța, Rusia. Să luăm în considerare unele dintre ele.
O lipire comună și larg reclamă pentru aluminiu este HTS 2000. Este produs de o companie din SUA. Practica mărturisește fragilitatea sa: piesele lipite permit aerului și umezelii să treacă. Nu poate fi folosit fără flux.
Castolin 192FBK pe bază de zinc (97%) și aluminiu (2%) este produs în Franța. Castolin produce lipituri 1827 și AluFlam-190 concepute pentru lipirea cuprului și aluminiului la 280°C.

Castolin 192FBK este un tub de lipit care conține flux în miez. Este produs sub formă de batoane, dintre care 100 g costă 100-150 de ruble. Lipiți bine găurile mici și crăpăturile.
Chemet Aluminium 13 este o lipire utilizată la sudarea pieselor la 640°C și peste. Are la bază aluminiu (87%) și silicon (13%). Temperatura de topire a lipitului este de aproximativ 600°C. Se produce sub formă de batoane, dintre care există 25 de bucăți la 100 g. 100 g costă 500 de ruble. O varietate numită Chemet Aluminium 13-UF are o structură goală și conține flux în miez. Costul său pentru 12 batoane, care cântăresc 100 g, este de 700 de ruble.
Lipirea din aluminiu este produsă și la întreprinderile interne. Pentru lipirea cu un arzător pe gaz, se utilizează compoziția mărcii 34A. Se topește la o temperatură de 525°C, aliaje lipite AMts, AM3M, AMg2 godeu. 100 g costă 700 de ruble.
Gradul A constă din 60% zinc, 36% staniu și 2% cupru. Se topește la 425°C. Produs în tije cu o greutate de 145 g. Costul unei tije este de 400 de ruble.
SUPER A+ este produs în Novosibirsk și este un analog al HTS-2000. Se aplica impreuna cu gumboil marca SUPER FA. Costă 800 de ruble. pentru 100 g.În stare topită devine vâscoasă, este necesar să folosiți unelte din oțel pentru a-l nivela.
Sârmă cu miez
Sârma fluxă este utilizată la sudarea pieselor din aluminiu, nu este potrivit pentru lipire. Sudarea aluminiului cu o pistoletă cu gaz cu un fir cu miez de flux nu se efectuează. Este mai bine să sudați piesele cu o mașină electrică.
Ce fier de lipit este potrivit
Ce să lipiți, ce instrument este necesar pentru aceasta - totul depinde de zona de lipit. Aluminiul și cuprul conduc bine căldura, așa că aveți nevoie de un fier de lipit puternic. Cu o suprafață parțială de 1000 cm², puterea fierului de lipit este de 50-60 wați. Adesea două sau mai multe piese sunt lipite, caz în care puterea crește la 100 de wați. La încălzirea joncțiunii, este potrivit un fier de lipit cu putere mai mică. Intepatura este aleasa lata, se pot face crestături pe ea pentru a îndepărta pelicula de oxid de aluminiu.
Este necesar să se ia în considerare modul de lipire a aluminiului cu un fier de lipit. Acest lucru se face cu o unealtă bine încălzită după îndepărtarea peliculei de oxid și cositorire, lipitul aderă bine la zona cositorită (conservată folosind lipituri speciale) și orice fier de lipit este potrivit.
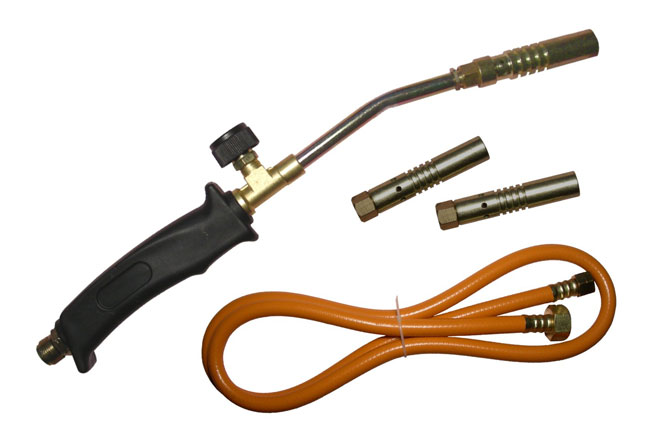
Torte de brazare din aluminiu
Trebuie să știți cum să lipiți cu o torță cu gaz. Dacă suprafața pieselor este mare și nu există suficientă putere a fierului de lipit, utilizați un arzător. Este mai bine să folosiți gaz, deoarece lipirea aluminiului cu un arzător cu gaz are un potențial mare. Arzătorul încălzește rapid joncțiunea pieselor aproape la temperatura de topire a aluminiului. Fluxul cu lipit se aplică pe conexiune, se nivelează cu un vârf de fier de lipit și se întărește. Joncțiunea trebuie spălată de resturile de acid de lipit sau alt flux.
Când lucrați cu arzătoare, trebuie respectate regulile de siguranță la incendiu. Nu trebuie să existe lichide sau materiale inflamabile în apropiere.
Care este mai bine - sudarea sau lipirea
Răspunsurile la această întrebare pot varia. Utilizarea unei metode sau alteia depinde de utilizarea pieselor după conectarea lor. Este mai bine să lipiți un radiator de mașină. Această metodă este ieftină și fiabilă. Baloanele de lapte și alte recipiente pentru depozitarea alimentelor sunt cel mai bine sudate. Cusătura de sudură este mai durabilă, mai ales la dimensiuni mai mari. Adesea este necesară sudarea pieselor din aliaje de aluminiu. Sudarea cu Silumin este practic singura modalitate de conectare, în afară de utilizarea lipiciului.
La sudare și lipire, dacă doriți, puteți face bani buni. Întrebări despre cum să lipiți tuburile de aluminiu într-un frigider sau să reparați un cadru de bicicletă apar frecvent. În ateliere, munca este costisitoare: țevi de lipit - 1000 de ruble. și altele. Când se conectează firele electrice prin lipire, acestea iau 15 ruble. pentru fiecare. Reparația unui cadru de bicicletă din aliaje de aluminiu folosind lipituri costă 500 de ruble. Reparația tigaii va costa 100 de ruble. La aceste sume ar trebui adăugat costul timpului și banilor pentru livrarea produselor la atelier și retur.
Pentru a economisi acești bani, trebuie să învățați cum să vă lipiți. Pentru a face acest lucru, trebuie să cumpărați un arzător cu gaz sub formă de cutie pentru 700-1000 de ruble. și lipire. Puteți învăța tratarea suprafețelor și suturarea unui radiator de mașină vechi.
Articole similare: